固态电池全面分析——必经之路,2020准固态,2025全固态
1. 基于安全和能量密度上的优势,固态电池已成为未来锂电池发展的必经之路。
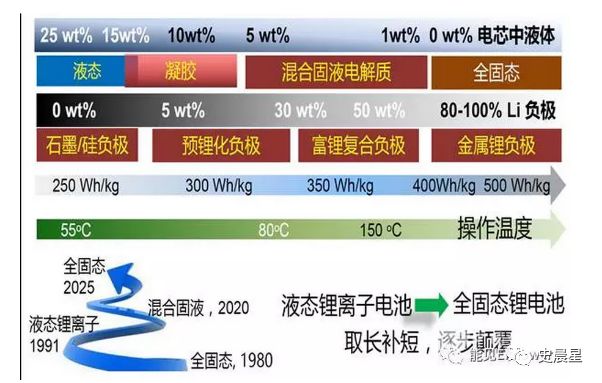
2. 分类:液态/凝胶态只含有液体电解质,半固态(Half solid)液体电解质质量百分比<10%,准固态/类固态(Nearly solid)液体电解质质量百分比<5%,全固态(All Solid)不含有任何液体电解质。
3. 电解质:准固态电池将以聚合物复合电解质为主,薄膜固态电池以氧化物复合电解质为主,全固态电池以硫化物复合电解质为主。
4. 产业化:2020 年前采用高镍正极+准固态电解质+硅碳负极实现 300 Wh/Kg,2025 年前采用富锂正极+全固态电解质+硅碳/锂金属负极电池实现 400 Wh/Kg,2030 年前燃料/锂硫/空气电池实现 500 Wh/Kg
电池发展必经之路
1. 九大优势:安全性能双提升
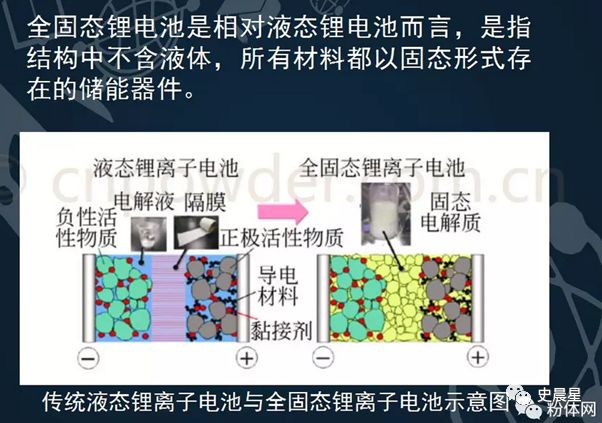
固态电池,是一种使用固体正负极和固体电解质,不含有任何液体,所有材料都由固态材料组成的电池。
液态电解质锂离子电池有 7 大短板

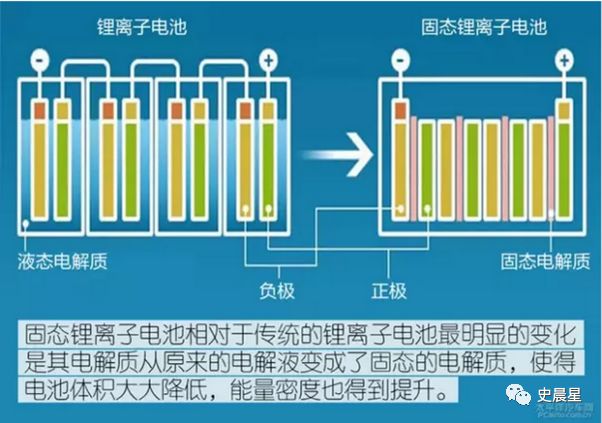
固态电池相比于传统的锂离子电池,实现了安全与性能双提升
1)目前安全性最高
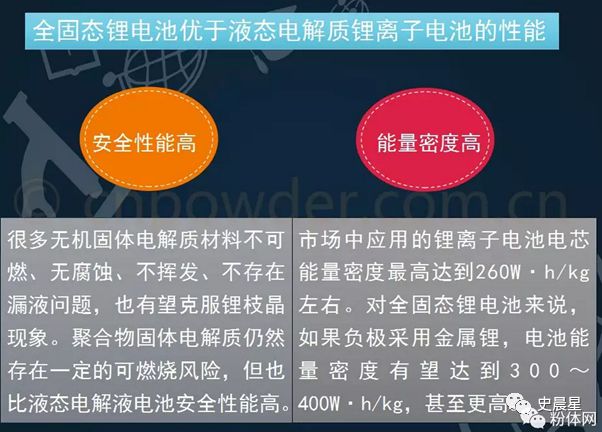

2)能量密度高
一是电压平台提升,负极金属锂,正极高电势材料,电化学窗口 5V 以上
二是减轻电池重量,电极间距可以缩短到微米级,内部串联后简化电池外壳及冷却系统模块,提高系统能量密度
三是材料体系范围大幅提升,对于锂-硫电池,可阻止多硫化物的迁移,对于锂-空气电池,可以防止氧气迁移至负极侧消耗金属锂负极。
值得特殊说明的是,如果不改变现有正负极体系,单纯把液体电解质更换为固体电解质,是无法从根本上提升能量密度的。

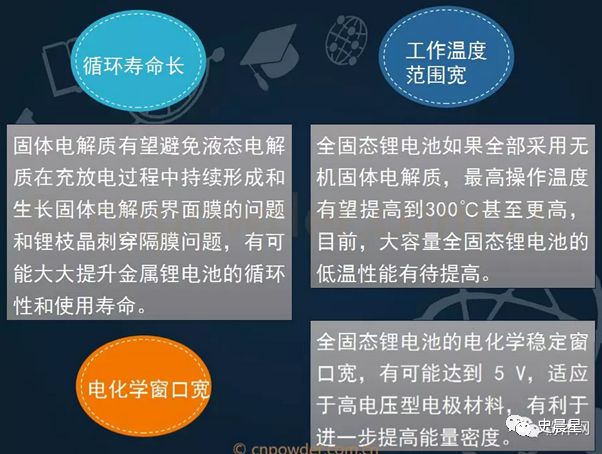
3)循环寿命长
4)工作温度范围宽
5)薄膜柔性化

6)回收方便

7)可快速充电
液态锂电池于过度快充时会产生「枝晶」,引发电池短路而起火爆炸的危险,理论上固态锂电池则可避免此危险发生,当然目前还只是理论。
8)多功能封装
9)生产效率提高
2. 电池发展必经之路
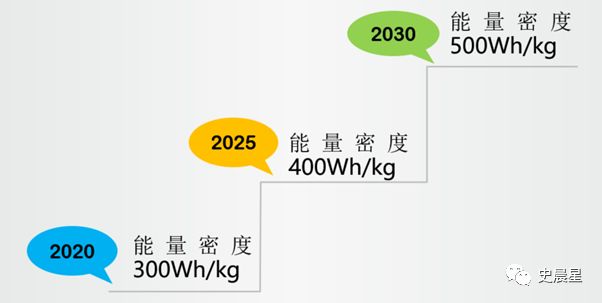
按照《中国制造2025》确定的技术目标,2020 年锂电池能量密度到 300 Wh/kg,2025 年能量密度达到 400 Wh/kg,2030 年能量密度达到 500 Wh/kg。
基于高镍三元+硅碳负极材料,现有体系的锂电池的能量密度很难突破 300 Wh/kg。
鉴于安全和能量密度上的优势,固态电池已成为未来锂电池发展的必经之路。

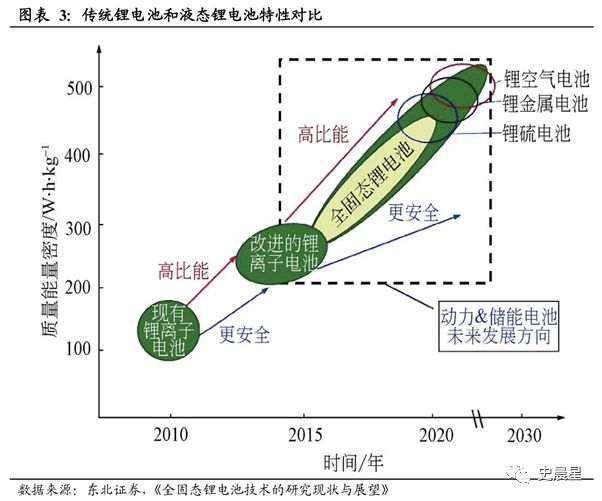
我们认为,2020 年前高镍正极+准固态电解质+硅碳负极实现 300 Wh/Kg,2025 年前富锂正极+全固态电解质+硅碳/锂金属负极电池实现 400 Wh/Kg,2030 年前燃料/锂硫/空气电池实现 500 Wh/Kg,核聚变电池是人类社会终极能源方式,详情请参考上篇文章《汽车动力电池技术路线图——固态风口,核能终结!》
3. 下游应用
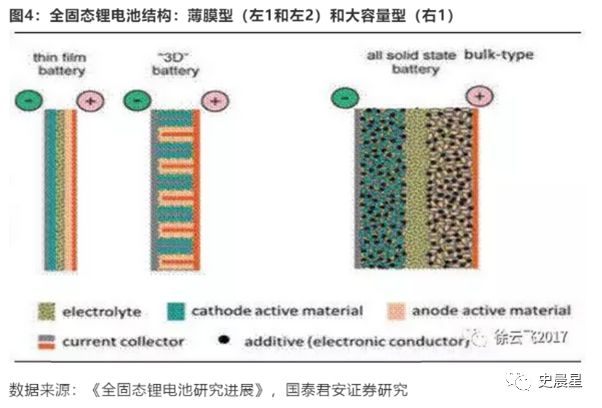
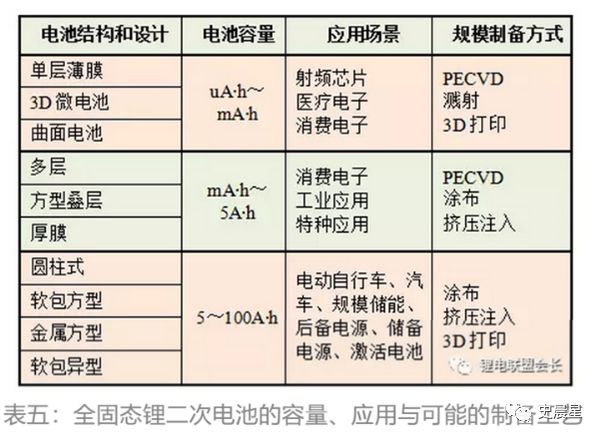
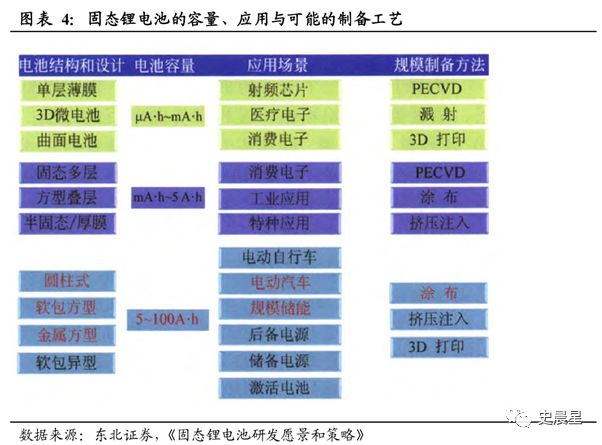
根据结构设计的差别,全固态锂电池可分为薄膜型和大容量型。
技术路线:半固态→准固态→全固态
4. 技术原理
传统的液态锂电池被人们形象地称为“摇椅式电池”,摇椅的两端为电池的正负两极,中间为电解质(液态)。而锂离子就像优秀的运动员,在摇椅的两端来回奔跑,在锂离子从正极到负极再到正极的运动过程中,完成电池的充放电过程。
固态电池的原理与之相同,只不过其电解质为固态,具有的密度以及结构可以让更多带电离子聚集在一端,传导更大的电流,进而提升电池容量。
5. 电解质
电解质材料是全固态锂电池技术的核心,电解质材料很大程度上决定了固态锂电池的各项性能参数,如功率密度、循环稳定性、安全性能、高低温性能以及使用寿命,应满足以下要求:
室温电导率 >10^(-4) S/cm
电子绝缘(Li+ 迁移数近似为 1)
电化学窗口宽(> 5.5V vs. Li/Li+)
与电极材料相容性好
热稳定性好、耐潮湿环境、机械性能优良
原料易得,成本较低,合成方法简单
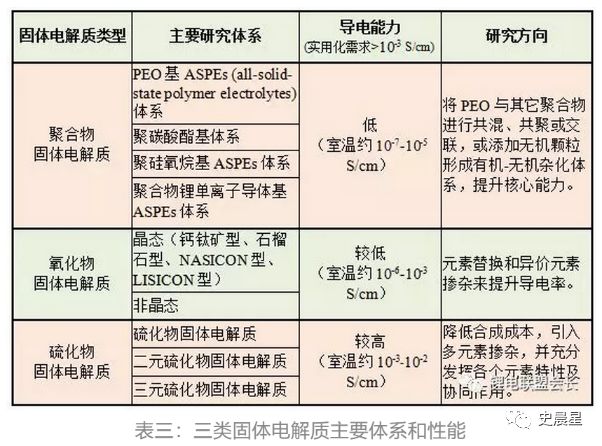
目前固体电解质的研究主要集中在三大类材料:聚合物、氧化物和硫化物。
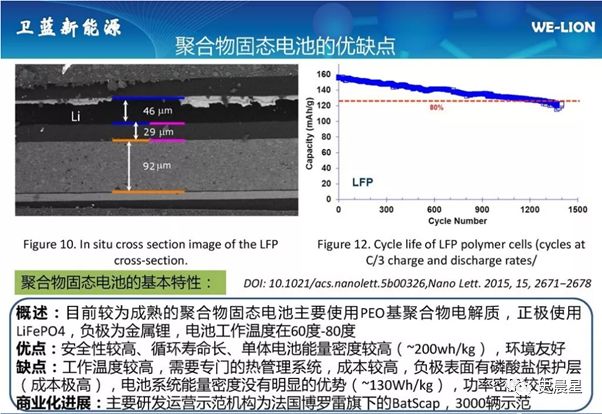
6. 聚合物高温性能好,率先实现商业化
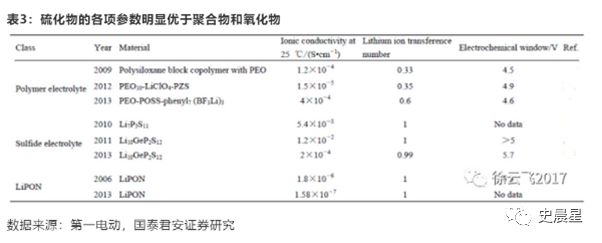
聚合物固态电解质(SPE)由聚合物基体(如聚酯、聚酶和聚胺等)和锂盐(如LiClO4、LiPF6、LiBF4等)构成,锂离子以锂盐的形式「溶于」聚合物基体(「固态溶剂」),传输速率主要受到与基体相互作用及链段活动能力的影响。
在高温条件下,聚合物离子电导率高,容易成膜,最先实现了小规模商业化生产。
目前量产聚合物固态电池中聚合物电解质的材料体系是聚环氧乙烷(PEO),
室温电导率一般在 10^(-5) S/cm。

PEO 的氧化电位在 3.8 V,钴酸锂、层状氧化物、尖晶石氧化物等高能量密度正极难以与之匹配,需要对其改性;其次,PEO 基电解质工作温度在 60~85℃, 电池系统需要热管理;再次,倍率特性也有待提高。
目前聚合物室温电导率较低以及较低的电压其大规模产业化发展仍有限制。
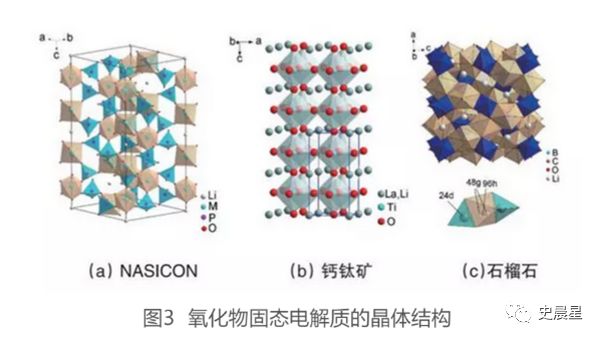
7. 氧化物循环性能良好,适用于薄膜柔性结构
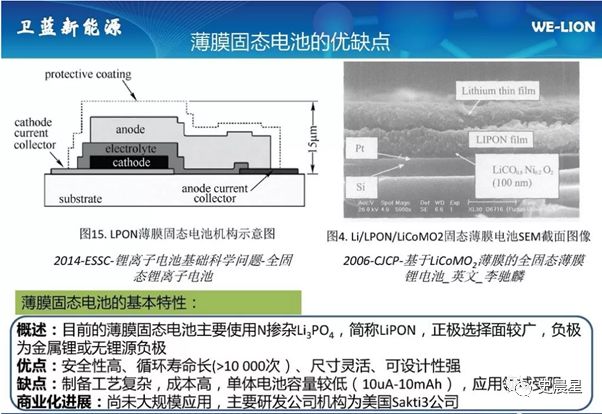
氧化物固体电解质按照物质结构可以分为晶态和非晶态两类,晶态电解质包括钙钛矿型、NASICON型(Na快离子导体)、石榴石型、LISICON型等,玻璃态(非晶态)氧化物的研究热点是用在薄膜电池中的 LiPON 型电解质和部分晶化的非晶态材料。
氧化物晶态固体电解质化学稳定性高,部分样品可以在 50C 下工作, 循环 45000 次后, 容量保持率达95%以上。
氧化物的低室温电导率是主要障碍,目前改善方法主要是元素替换和异价元素掺杂。
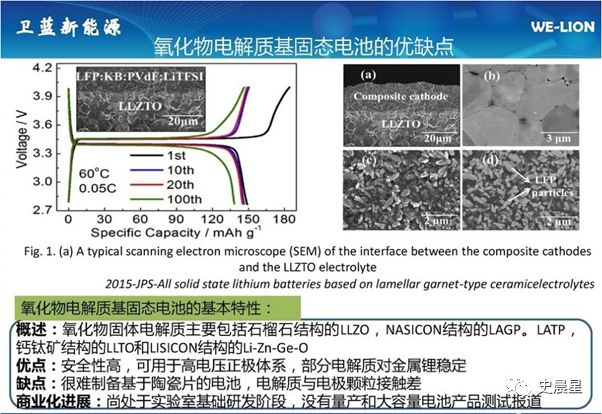
LiPON 是全固态薄膜电池的标准电解质材料,并且已经得到了商业化应用。

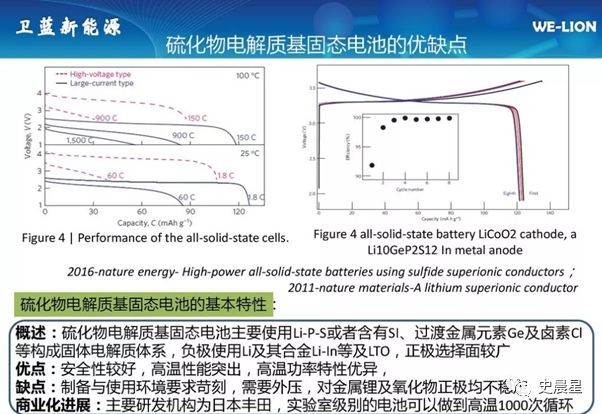
8. 硫化物电导率最高,是未来主要方向
硫化物主要包括 thio-LISICON、LiGPS、LiSnPS、LiSiPS、Li2S-P2S5、Li2S-SiS2、Li2S-B2S3等,室温离子电导率可以达到10-3~10-2 S/cm,接近甚至超过有机电解液,同时具有热稳定高、安全性能好、电化学稳定窗口宽(达5V以上)的特点,在高功率以及高低温固态电池方面优势突出。
相对于氧化物,硫化物由于相对较软,更容易加工,通过热压法可以制备全固态锂电池,但还存在空气敏感,容易氧化,遇水容易产生硫化氢等有害气体的问题。
9. 电极材料:固固界面问题
电解质由液态换成固体之后,锂电池体系由电极材料-电解液的固液界面向电极材料-固态电解质的固固界面转化,固固之间无润湿性,界面接触电阻严重影响了离子的传输,造成全固态锂离子电池内阻急剧增大、电池循环性能变差、倍率性能差。

正极材料一般采用复合电极,除了电极活性物质外还包括固态电解质和导电剂,在电极中起到传输离子和电子的作用。
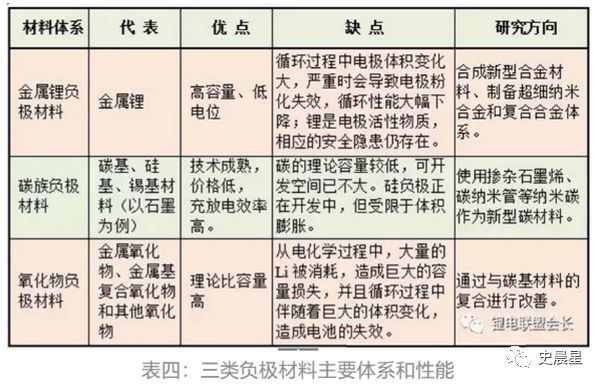
负极材料目前主要集中在金属锂负极材料、碳族负极材料和氧化物负极材料三大类,其中金属锂负极材料因其高容量和低电位的优点成为全固态锂电池最主要的负极材料之一。
10. 工艺路线:基于目前电池工艺改进
相对液态电池而言,性能更先进的固态电池结构更简单,核心构件正极、负极、固态电解质。
至于生产成本,目前远超三元、磷酸铁锂等主流电池,但随着产业化的进程,凭借结构简单这一天然优势必会使制造成本低于目前主流电池。
11. 技术路线:半固态→准固态→全固态
将已出现的跟固态锂电池相关的概念进行了梳理,并进行总结。
液态/凝胶态锂电池:电芯在制造过程中不含有固体电解质,只含有液体/凝胶电解质的锂电池。
半固态(Half solid)锂电池:电芯电解质中,液体电解质质量百分比<10%。
准固态/类固态(Nearlysolid)锂电池:液体电解质质量百分比<5%,液体电解质的质量或体积小于固体电解质的比例。
全固态(All Solid)锂电池:电芯由固态电极和固态电解质材料构成,不含有任何液体电解质。
总结而言,锂电池根据电解质不同可以分为液态、半固态、准固态、全固态四大类,后三种可统称为固态电池。
综上,我们认为,未来发展方向准固态电池将以聚合物复合电解质为主,薄膜固态电池以氧化物复合电解质为主,全固态电池以硫化物复合电解质为主。
12. 专利:日本专利居首,中国 SCI 文章第一
2017 年,关于固态锂电池分别有 1198 篇文献与 117 篇专利,其中 1096 篇文献集中在金属锂负极、固态电解质以及固态电解质与正负极界面等基础问题研究。
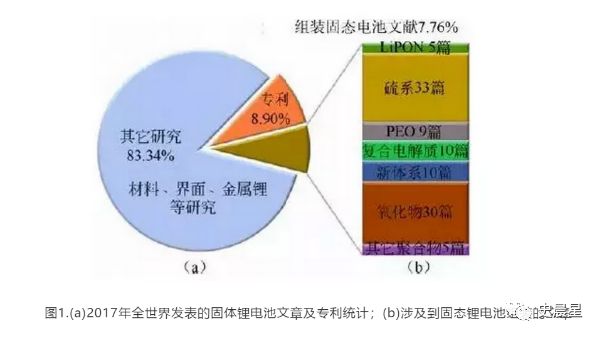
在固体锂电池方面中国发表的文章数量占据第一位,国际发明专利方面日本占据一半以上,其中丰田以 26 篇占据了第一位。
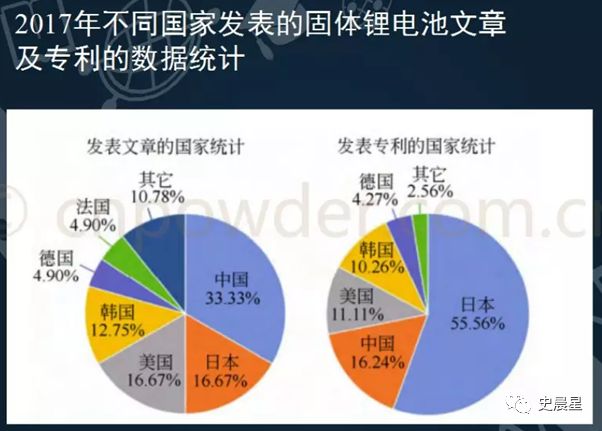
丰田专利集中在对硫化物体系固态电解质进行研究,以提高电池的能量密度、电导率、循环寿命、安全性能等性能。
产业化:2020 准固态 2025 全固态
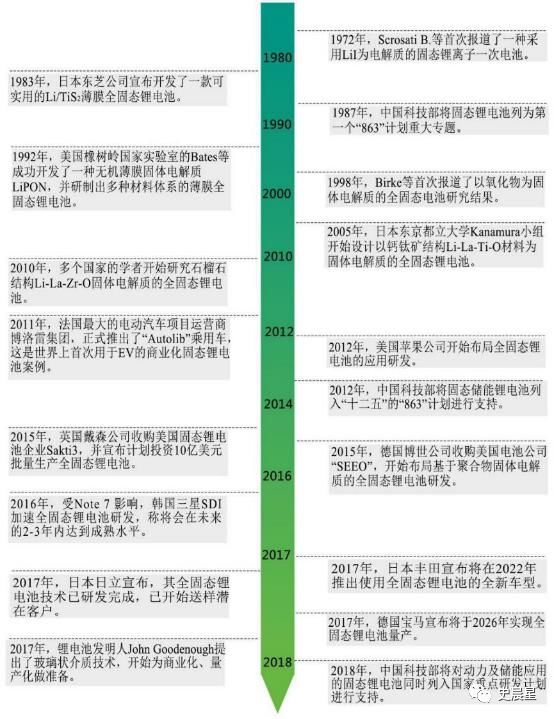
13. 固态电池:50 年历史,50 多家研发团队
目前,全球范围内约有 50 多家制造企业、初创公司和高校科研院所致力于固态电池技术。

14. 国外三巨头:法国 Bollore、美国 Sakit3、日本丰田
法国 Bollore
聚合物固态电解质领域领军企业,全球首个固态电池电动车商业化的公司
早在2011年10月,Bolloré就开始利用自主开发的电动汽车“Bluecar”和电动巴士“Bluebus”在法国巴黎及其郊外提供汽车共享服务“Autolib”,几年来已累计投入了 3000 辆搭载 30 kWh的由 BatScap 制造的固态电池。

正极材料采用 LFP 和 LixV2O8,负极材料采用金属锂,电解质采用聚合物(PEO等)薄膜,但其能量密度仅为 100 Wh/kg,而且工作温度要求 60~80℃,必须持续性将电动车电池加热至 60°C 以上来维持电池内部的导电能力。
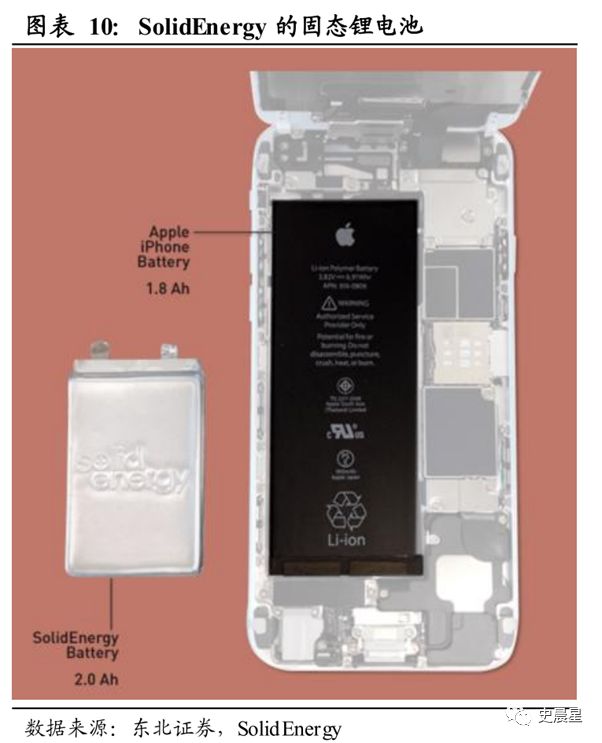
英国戴森+美国Sakit 3
美国 Sakti3 是全球氧化物固态电池龙头
2008 年,密歇根大学工程学教授玛丽·塞思特里创办了 Sakti3,塞思特里致力于电池技术的研究已有 20 年,并且拥有 70 余项专利。
2015 年 10 月,被真空吸尘器创新者戴森以 9000 万美金的价格全资收购,以解决应用在其产品中的可充电锂离子电池续航时间不够长、安全性有限的问题。
Sakti3 目前存在的最大问题是其采用薄膜沉淀工艺的制造技术,简而言之就是将薄膜进行一层层的堆积。这就造成其成本居高不下,且在未来降低成本的可能性也不算太大。
日本 38 家机构联合研发全固态锂电池,丰田是龙头
2018 年 4 月,日本经济产业省与日本新能源产业技术综合开发机构(NEDO)宣布启动新一代高效电池“全固体电池”核心技术的开发。该项目预计总投资 100 亿日元(约合 5.8 亿元人民币),丰田、本田、日产、松下等 23 家汽车、电池和材料企业,以及京都大学、日本理化学研究所等 15 家学术机构将共同参与研究,计划到 2022 年全面掌握全固态电池相关技术。
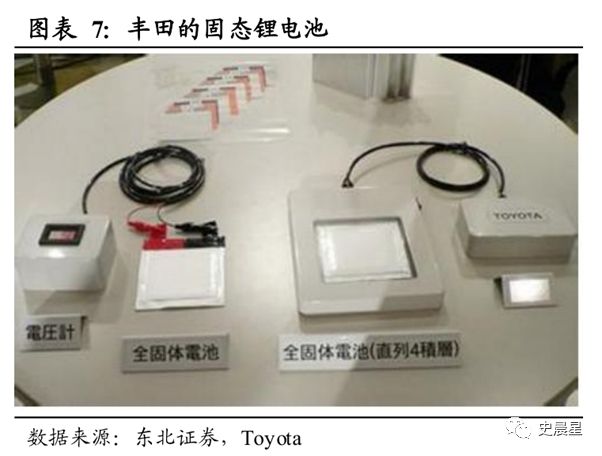
丰田是现阶段硫化物固态电池龙头
2010 年,丰田就推出了硫化物固态电池,2014 年有消息称,丰田实验原型固态电池能量密度已达 400 Wh/kg。
2017 年 2 月,丰田固态电池专利数量已达 30 件,远超其它企业。
2017 年 10 月,丰田宣布投入200余人加速研发固态电池技术。同年 12 月,丰田联合松下对外宣布,将联合开发全固态电池。
15. 国内五小龙:CATL、江苏清陶、珈伟股份、赣锋锂业、北京卫蓝
CATL
CATL 以硫化物电解质为主要研发方向,采用正极包覆解决正极材料与固态电解质的界面反应问题,采用热压的方式增强了电解质和电极材料之间的接触,降低了界面电阻,通过对硫化物进行改性,增强了其热稳定性。
目前容量为 325 mAh能量密度为 300 Wh/kg 的聚合物锂金属固态电池 300 周循环以上剩余 82%。
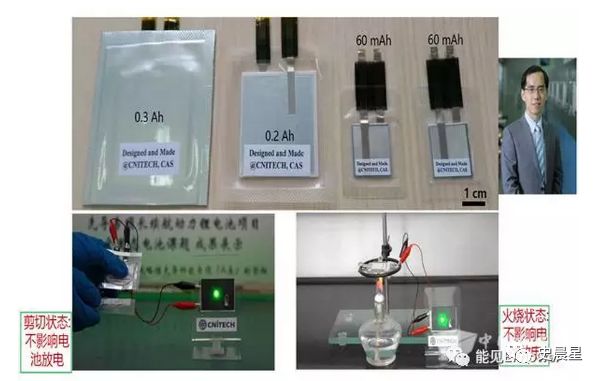
清陶
清陶发展由清华大学南策文院士团队投资创办,2002 年开始研发固态锂电池;2006 年研发的 LLTO 固态电解质材料展示出了优异的性能;2010 年开发的石榴石结构 LLZO 固态电解质材料工艺成熟。
2018 年 5 月展示了即将量产的清陶固态电池高安全性测试视频。
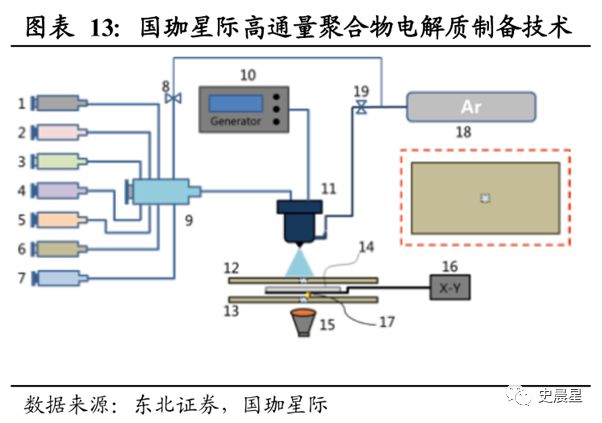
珈伟股份
国珈星际是珈伟股份的子公司,技术路径是以第二代聚合物锂离子导体作为固态电解质,以三元材料或磷酸铁锂等作为正极,以石墨作为负极。
2018 年 7 月,36Ah 类固态软包三元材料动力锂离子蓄电池通过国家机动车质量监督检验中心强制性检验,能量密度达到了 230 WH/kg,循环次数达 4000 次,72v 系统可用在电摩上,价格大约 1.5 元/wh。
赣锋锂业+中科院材料所
2017 年 8 月 18 日,赣锋锂业引入许晓雄博士(科技部新能源全固态锂离子储能电池负责人)等一批中科院的技术团队。
2017 年 12 月 5 日,赣锋锂业(002460)发布公告,将设立全资子公司浙江锋锂,以自有资金不超过 2.5 亿元投资建设一条年产亿瓦时级的第一代固态锂电池研发中试生产线,项目建设期 2 年。
2018 年 6 月 30 日,第一代固态锂电池技术指标达到:单体容量 10Ah,能量密度不低于 240 Wh/kg,1000 次循环后容量保持率大于 90%,电池单体具备 5C 倍率的充放电能力,同时电池研制品通过第三方机构安全检测。

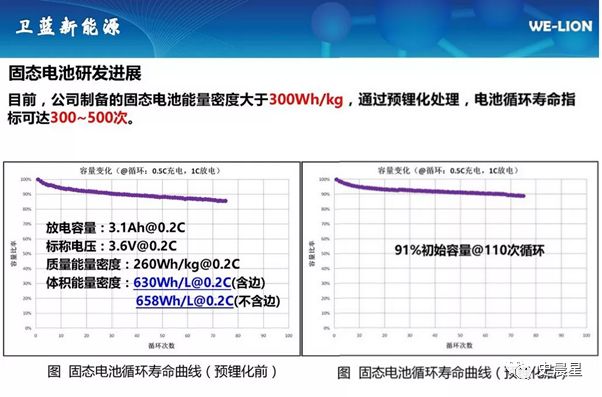
北京卫蓝+中科院物理所
2016 年 8 月,北京卫蓝新能源成立,依托中国科学院物理研究所,专注于下一代固态锂电池研发与生产。

目前,北京卫蓝已经研发并掌握了固态电池技术领域的多项关键性技术,包括金属锂表面处理、原位形成SEI膜技术、固态电解质、锂离子快导体制备技术以及高电压电池集成技术、陶瓷膜优化技术和集流体解决方案。
16. 产业化:2020年前实现准固态,2025年前实现全固态
固态电池商业化条件如下:
1)正极材料LFP、NCM、富锂等产业化
2)负极材料硅碳、金属锂产业化
3)固态电解质聚合物、硫化物、氧化物成熟
4)界面问题解决
我们认为,2020 年前采用高镍正极+准固态电解质+硅碳负极实现 300 Wh/Kg,2025 年前采用富锂正极+全固态电解质+硅碳/锂金属负极电池实现 400 Wh/Kg,2030 年前采用燃料/锂硫/空气电池实现 500 Wh/Kg,核聚变电池是人类社会终极能源方式,详情请参考上篇文章《汽车动力电池技术路线图——固态风口,核能终结!》
[电池] 洗车12V锂电池改造
[固态] 固态电池全面分析——必经之路,2020准固态,2025全固态
[电池] 买充电宝锂电老被坑教你挑测容仪让假电池无处藏身
[电池] 39元的手电钻升级改造动力电池&磁吸式
[电池] 手工自制实用12V锂电池 有了它从此楼下洗车不用愁